-

霸州市益明钢杆有限公司
主营:电力钢杆,打桩工程,铁塔 - 13393069116

霸州市益明钢杆有限公司
主营:电力钢杆,打桩工程,铁塔 6
6
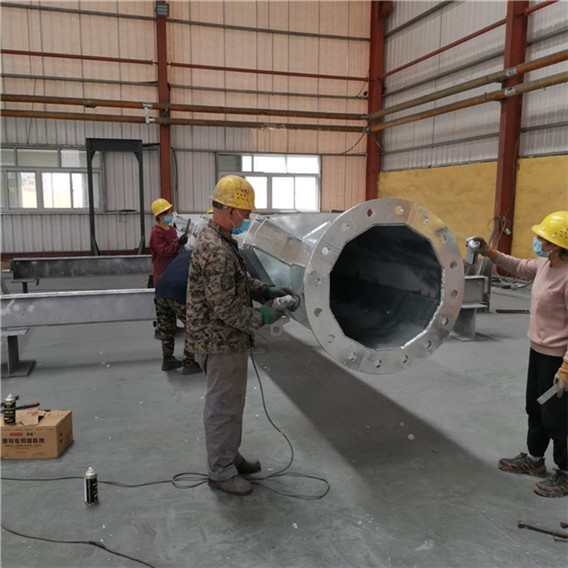
目前,电力钢管杆行业要健康发展,始终离不开相关的技术和过硬的质量标准。但当前电力钢管杆生产技术的快速发展,带来了检测技术与标准制订等共性的难题。现阶段电力钢管杆行业缺乏明确、完整的行业规范标准,质量良莠不齐,挫伤了消费者的信心。 此外,电力钢管杆行业还存在产品标准化和质量评测手段滞后,产品的技术发展和市场应用不匹配的尴尬局面。如何解决现状,打通电力钢管杆产业发展瓶颈,不仅是标准化研究工作的新课题,也是技术质量监督范畴内的新任务。 为了推动电力钢管杆市场更有序地发展,这就需要建立起完善的监督体系,应尽快制订相应的标准,以期为整个电力钢管杆产业提供一个可持续发展的环境。 输电线路钢管杆焊接技术要求 钢管杆焊接应满足以下要求: 1、凡适用自动埋弧焊的焊缝如钢管的纵向焊接、对接环焊缝,均应使用自动埋弧焊,其他焊接**采用二氧化碳气体保护焊。 2、焊接过程中所使用焊接材料的化学成分及机械性能必须符合有关标准的规定。焊条的品种、牌号必须与被焊钢材的化学成分和机械性能相当,并具有良好的焊接工艺性能。 3、手工焊接的焊缝焊渣必须敲铲干净。 4、钢管与法兰连接的焊缝、相贯连接焊缝应按设计要求坡口,外观要求达到二级焊缝标准,肋板、钢管纵向焊缝等应按设计要求施焊。 5、对接焊缝的检验应按输电线路钢管杆制造技术条件规定执行。 6、相邻两节钢管的纵向焊缝,应错开180度。 7、焊缝的外形尺寸、焊接接头内部缺陷分级、局部探伤、钢管杆焊缝质量分级、钢管的纵向焊缝的焊缝有效厚度应满足输电线路钢管杆制造技术条件。 钢管杆试组装: 1、钢管杆试组装方式应采用立式或卧式组装,**采用立式组装,如采用分段组装,必须保证塔体试组装的连接性; 2、试组装每一节点所连接的螺栓数量不应少于连接螺栓数总数的75%,且不少于3个; 3、立式组装过程中应测量断面的中心线的垂直度偏差,其偏差应不大于0.08%H(H:试组装高度); 4、试组装应检查各部件的连接情况并满足施工图及输电线路钢管杆制造技术条件要求。